



——通往免看守注塑工艺的道路由数据铺就,并可通过遵循特定步骤找到。
(作者:Suhas Kulkarni, Fimmtech Inc.)
几年前,洛杉矶地区的一家公司请我演示我的工艺开发软件 Nautilus。该公司的所有者/总裁接到其客户的要求,让他考虑使用这个程序来辅
助其工艺开发。他非常不高兴!我走进会议室,他说的第一句话——甚至在任何问候之前——是:"我不用任何工具开发工艺多年,生意也一直
很成功,凭什么要买你的软件?"
我平静地回答:"您说得完全正确!您的生意确实很成功,但您本可以让它更成功、利润更高。" 这话又惹恼了他。我一向喜欢以身作则,所以,
尽管原计划只待一小时左右,我却(免费)待了一整天,拿了他一个正在生产的四腔模具,将周期时间从 32 秒降到 26 秒——减少了 16%——
同时还降低了检验频率,并开发了一个"无需调整"的稳健工艺,他们可以"永远"运行下去而无需更改工艺设置。
尽管对我们行业所有的工艺人员深表敬意,但我所见过的最大错误是,在模具厂或模具制造商处的首次试模时,就试图注塑出符合规格的零件。
首次运行应关注两个主要方面。
首先,模具的设计和制造是否能够实现"无需调整、无需看守"的工艺?一旦模具进入注塑机并开始生产,在运行结束之前,应该完全不需要工
艺技术员的干预。第二方面是检查产品质量是否远在规格限之内,以及工艺是否需要不断调整来维持产品质量。例如,从白班转到夜班时,或
者车间大门敞开时,是否需要调整工艺?
稳健的工艺是指,在整个生产运行及未来的运行中,无需更改任何工艺参数,就能持续生产出符合所需质量规格的零件。实现这样的工艺应是
工艺开发的目标。我在研讨会开始时通常会问学员:"如果我要求您以 80 英里/小时的定速巡航连续开车 5 小时不停,您会选择哪条路——悬
崖边上的路,还是宽阔笔直的高速公路?" 学员们总觉得答案显而易见。
在悬崖边的路上,稍一分心或微小的失误就可能让您失控坠落;但如果您行驶在宽阔的道路上,您就可以短暂地分散注意力去调节车内温度、
选个电台或者喝口水。简单来说,这就是稳健性。工艺应当能够缓冲任何自然波动,并且仍然生产出符合规格的零件。每个过程中都始终存在
自然波动,无论是您从家开车上班的过程、注塑过程,还是冰晶的形成过程。目标应该是尽量减少波动,因为它永远无法完全消除。注塑工艺
必须能够实现"定速巡航",并且必须是稳健的。
注塑产品的波动从何而来?从广义上讲,波动可能来自机器、塑料、环境、测量系统、人员和注塑工艺。可能还有其他一些来源,但这些是主
要的贡献者。在模具已经装在注塑设备的情况下,作为流程工艺师的我们,开发与制定注塑工艺流程需要关注注塑工艺本身。当然,在此之前,
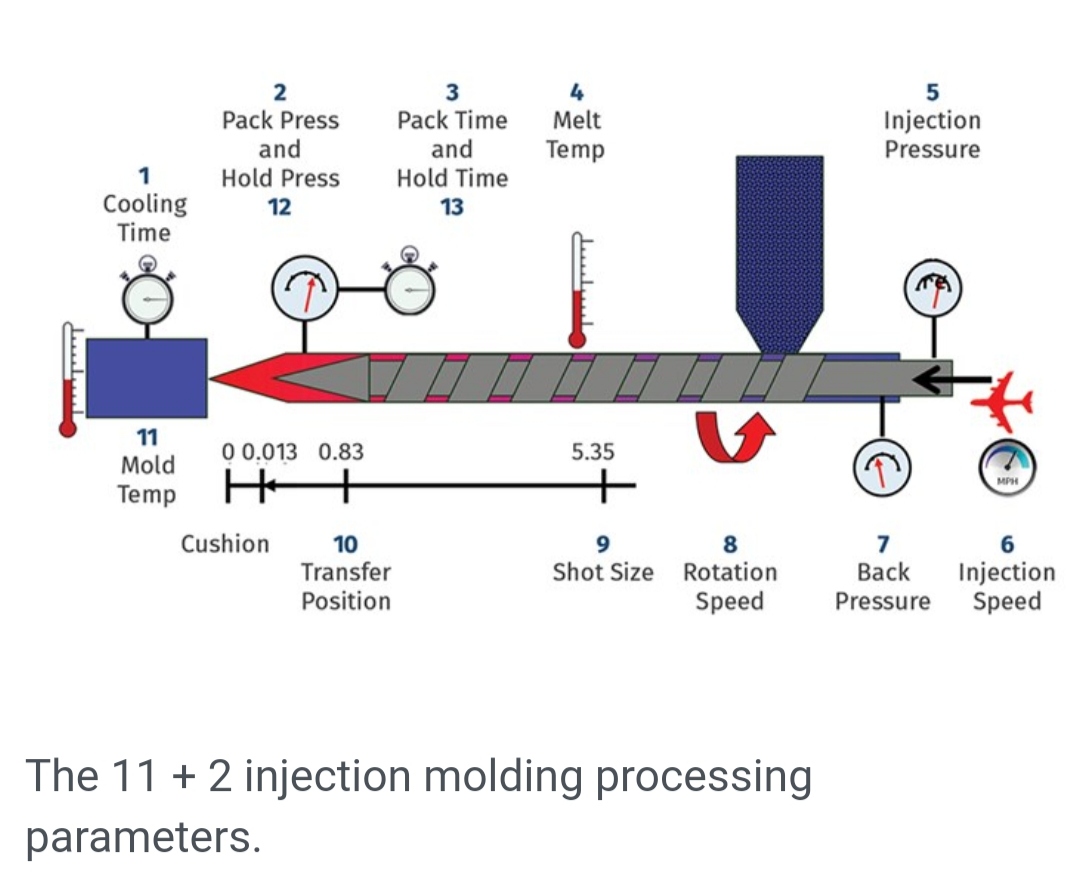
我们需要了解和评估机器、材料及其他输入条件,确保它们都表现良好且波动最小。这些就是我所说的注塑机上影响零件质量的 *11+2* 个工
艺参数(图 1)。如果注料与保压阶段是分开的,那么就有 13 个参数,但在某些情况下它们不分开,所以我们有 11 个参数。
这些参数现在成为零件质量波动的来源,因此我们需要找到它们的最佳设定点,使工艺能够稳健。我们需要为每个参数找到一个"宽阔的车道",
这样我们最终将获得一个也能在"宽阔高速公路"上注塑零件的工艺。工艺工程师通常使用科学注塑的技术进行工艺开发。
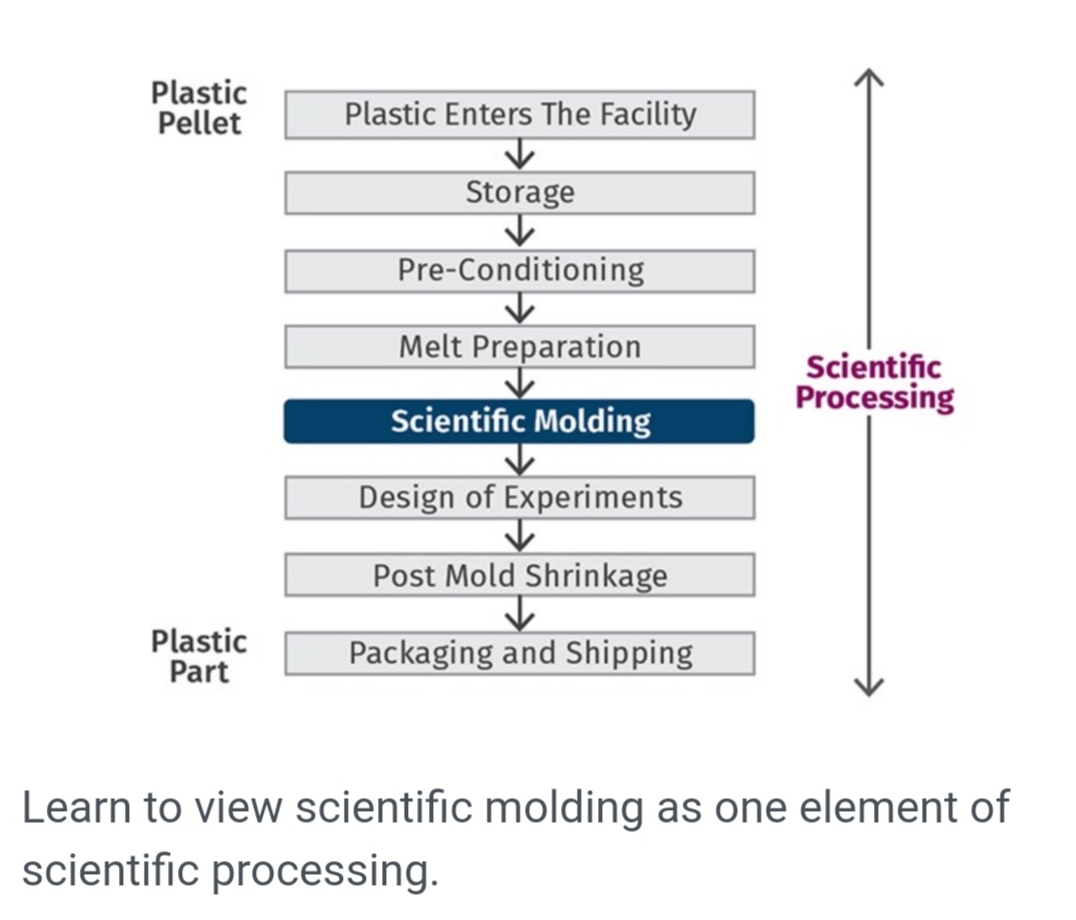
我更喜欢使用"科学加工"这个术语,因为工艺从塑料颗粒进入注塑车间开始,然后储存、干燥、加工成零件,经历模后收缩,最后打包运出
大门。我认为工艺是塑料颗粒的完整旅程,我们需要关注每一个环节。科学注塑是注塑过程中的工艺流程开发活动(图 2)。
我将我的工艺开发活动分为两个阶段(图 3)。在第一阶段,我探索 11+2 个参数中的每一个,并找到能够注塑出外观合格零件的设定范围。
这些被称为*外观工艺窗口(CPW)*。您可以将 CPW 理解为寻找您可以行驶汽车的公路车道宽度。最重要的是,在*第一阶段我不查看任何
尺寸*。第一阶段全部目标是确定:"在不考虑尺寸受到影响的情况下,我能否获得一个稳健的工艺?"
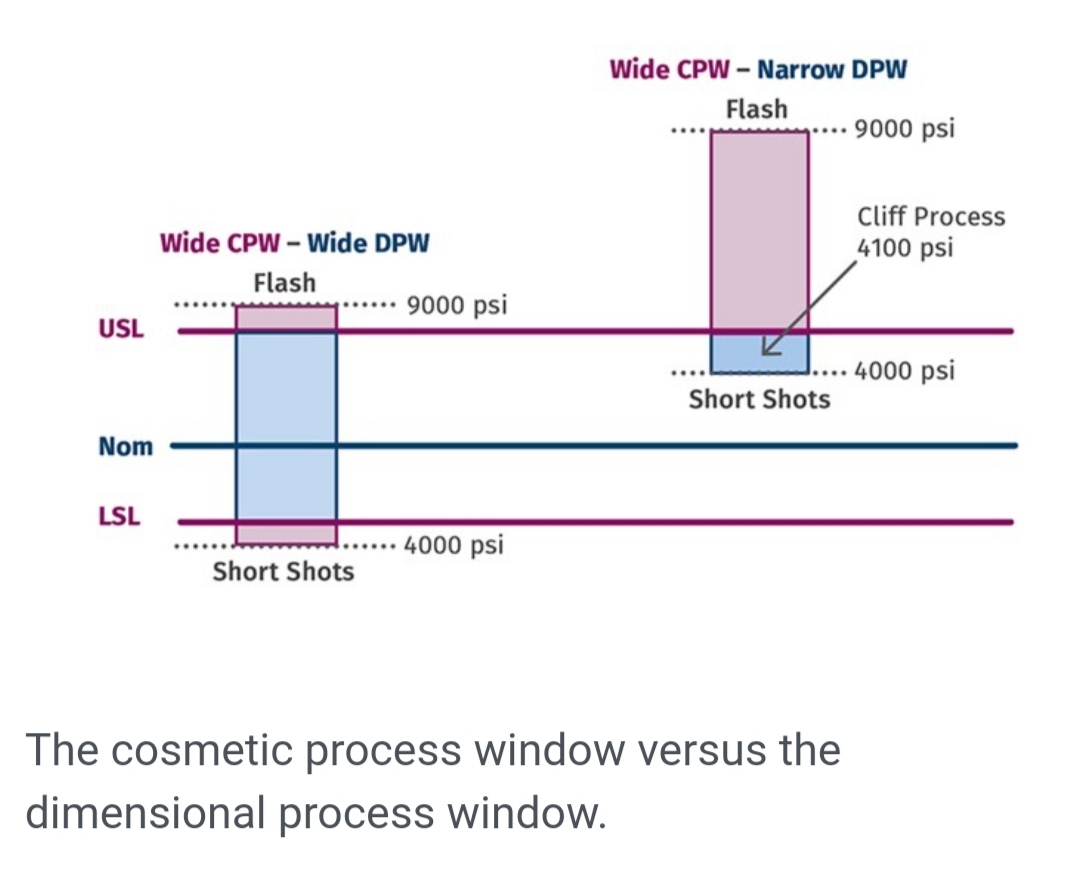
尺寸必须在*第二阶段*查看。一旦我知道了能够获得外观合格零件的范围(工艺窗口),我将进行*实验设计(DOE)* 来评估尺寸与每个设定
范围之间的关系。例如,我们假设在 4000 psi 的保压压力以下,零件会射不满,而在 9000 psi 以上,零件会有飞边。因此,在 4000 和 9000
psi 之间注塑的零件外观都是合格的,工艺窗口的宽度就是 5000 psi。
DOE 意味着在 4000 和 9000 psi 的保压压力下测量尺寸,然后在 4000 和 9000 psi 之间选择一个压力以达到所需的尺寸。实际上,这可以是
一个压力范围,而不仅仅是一个压力值。例如,我们可能在 5500 到 6500 psi 之间实现目标尺寸。这个范围现在被称为*尺寸工艺窗口
(DPW)*。这个窗口越宽,您的工艺就越稳健。
对于 4000 到 9000 psi 的 CPW,如果满足所需尺寸所需的最小注塑压力是4100 psi,那么该工艺现在就处于悬崖边缘(图 4)。如果压力增加,
零件将超出规格;如果压力降低到 4000 以下,零件将会射不满。只有压力始终精确保持在 4100 psi 且绝对没有波动,您才能注塑出合格的零
件。但我们知道这在生产中是不切实际的,因此存在射不满和/或超规零件混入合格零件的风险。显而易见,我们应始终避免处于悬崖边缘的工
艺。这里还值得记住的是,质量检验员首先要看的是零件外观是否合格。只有在没有外观缺陷的情况下,他们才会检查尺寸。
如果尺寸窗口很小怎么办?比如,我们能注塑出符合要求尺寸零件的唯一压力是 4100 psi,那么,如果您想要一个稳健的工艺,只有两种选择。
我会选择压力范围的中心点作为首选工艺设定。在这个例子中,那就是 6500 psi。这两种选择是:改变模腔钢材的尺寸,或者改变产品尺寸的
规格。您也可以将两者结合。在大多数情况下,改变产品规格是不可行的,因此我们需要关注模腔钢材。(模具工程师,请在形成任何意见之前
继续阅读。)
DOE 将不仅仅使用一个工艺参数,而是使用 11+2 个参数中对零件质量影响最大的至少三到五个参数。在选择这些因素时,请考虑压力-体积-
温度 关系图。所有钢材尺寸和/或产品规格的更改都必须由数据驱动,并应基于 DOE。应向模具工程师提供基于实验数据的、有说服力的数值
信息,以便他们更改模腔钢件尺寸。缺乏基于实验设计的数值信息一直是模具工程师的困扰。在进行任何钢材修改之前,必须进行全面的研究。
去掉钢材容易;再加回去,可就没那么简单了。
分两阶段建立注塑工艺将帮助您做出数据驱动的决策,从而引导您建立一个能够持续生产合格零件的"定速巡航"式工艺。尺寸工艺窗口始终是
外观工艺窗口的子集,因此,外观工艺窗口越宽,获得更宽尺寸工艺窗口和更平稳"巡航控制"的机会就越大。在过去的 24 年里,我在几家公司
成功使用了这种技术。数据驱动的决策是关键。
**关于作者**:Suhas Kulkarni 是位于圣地亚哥的 Fimmtech 公司的创始人兼总裁,该公司是一家专注于科学注塑的注塑服务公司。Fimmtech
已开发出多种定制工具,帮助注塑商开发稳健的工艺,其研讨会已培训了数百人。Kulkarni 是畅销书《稳健工艺开发与科学注塑》(由 Hanser
Publications 出版)的作者。联系方式:(760) 525-9053;suhas@fimmtech.com;fimmtech.com。





广州大雄化工有限公司