——塑料这类材料的可压缩特性是指,输入设备控制系统的压力与熔体在模具填充末端实际承受的压力存在显著差异。这种差异对工艺稳定性
和零件质量意味着什么?
(作者:翁贝托·卡蒂尼亚尼)
我们可以通过聚焦塑料在流经注塑设备进入模具过程中的"经历"来简化注塑成型工艺。这种视角可称为"基于塑料视角的注塑成型"或科学注塑
法。当考虑调整工艺、模具、材料和/或零件设计时,思考塑料将如何反应或响应会很有帮助。
注塑设备虽可调节众多参数,但需认识到这些调整将影响一个或多个塑料物理状态,其中四大核心塑料状态包括:
~塑料温度
~塑料流速
~塑料压力
~塑料冷却速率与时间
由于塑料具有可压缩性,我们会观察到压力在流道系统内、跨越浇口以及沿型腔方向的损耗、梯度和差异。诸如压力损耗、梯度与差异等术语,
实质上均指向塑料不同程度受压缩的物理现象。
为何会如此?塑料之所以成为可压缩介质,源于聚合物分子间的间隙,其体积变化取决于所受温度与压力。
理解压力损耗的日常实例可参考压缩空气的使用。若分别测量空压机出口与软管末端的气压,会观察到压力下降。例如空压机产生80 psi压力,
但在百米软管末端测得气压仅为75 psi。由于空气可被压缩,我们看到了百米软管间5 psi的压力损耗。为简化讨论,我们将忽略实际存在的摩
擦损耗影响。
让我们回归塑料本身,重点关注注塑过程保压阶段型腔内部的压力监测。
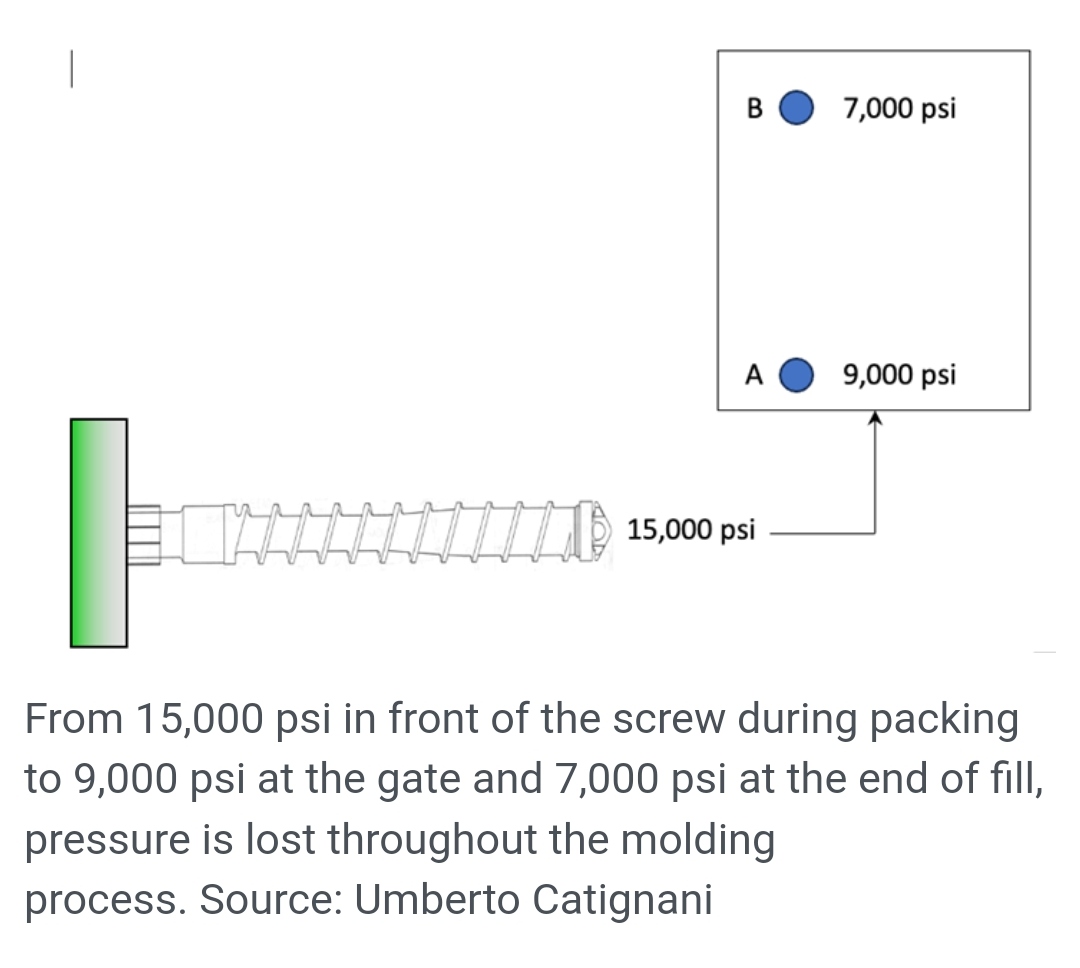
图1中,型腔压力传感器分别位于A点(浇口后方)与B点(模腔填充末端)。假设程序设定螺杆前端保压压力为15,000 psi。在此理论案例中,
从螺杆前端到A点传感器存在6,000 psi压力损耗,而A点至B点传感器间又产生2,000 psi损耗。理解该现象可类比保压阶段按压海绵:施压会导
致海绵压缩,同时沿海绵远处方向传递的压力逐级递减。
这种压力损耗将使浇口后A点处的塑料压缩程度高于填充末端B点,进而导致A点区域塑料填充更致密,B点填充相对疏松。随之而来的是A点塑
料收缩率较小,B点收缩率较大,最终造成A点零件尺寸较大,而B点尺寸(如零件宽度)较小。
配图展示了存在严重收缩痕缺陷的塑料零件实例。这些收缩痕变化正是沿型腔方向压力损耗所致——越靠近浇口区域压力越大,整体收缩越小。
今后在进行工艺参数调整、或修改模具、材料及零件设计时,应充分考虑这一现象。
关于作者:翁贝托·卡蒂尼亚尼是Orbital Plastics咨询公司总裁,该公司在科学注塑、培训、材料选择、零件设计评审、模内检测、项目管理和
设备选型等领域拥有超过百年的综合经验。卡蒂尼亚尼曾担任美国塑料工程师协会南部地区主席,具备28年以上注塑实操经验,为行业培训认
证了数百名塑料专业人才,并常以专家证人身份参与案件审理。其职业履历涵盖IBM、通用汽车、德尔福汽车和赫斯基注塑系统等知名企业。
卡蒂尼亚尼拥有阿克伦大学高分子工程硕士学位及辛辛那提大学材料工程学士学位。联系方式:404-849-6714;umberto@orbitalplastics.com。