---设计得当的Maddock混合器能够捕集所有进入的固态聚合物碎片及特定类型的聚乙烯凝胶,并将其分散到基体树脂中。然而,许多混合器设计并不合理。本篇文章中讲到需要注意的一些事项。
Maddock混合器因其制造成本低且能提供均匀的分散混合效果,在单螺杆挤出机(以及注塑塑化单元)中是一种常用且高效的混合元件。若混合器设计得当,所有进入的固态聚合物碎片及特定类型的聚乙烯凝胶都能被捕获并分散到基体树脂中。
然而,许多商业上使用的Maddock混合器所能提供的分散剪切应力水平低于工艺要求。此外,设计不良的混合器可能导致树脂降解,降解的树脂最终会污染产品,尤其是在缺陷易于观察的薄膜产品中。
在为无定形和半结晶树脂设计单螺杆挤出机螺杆时,一个常见特征是在螺杆末端附近设置一个混合元件。对于许多应用而言,该混合元件应为分散型,以便在物料排入下游设备之前,能够捕集、熔融并分散固态聚合物碎片。有许多混合器可供选择,但Maddock混合器是许多应用中的优选。
生产PE薄膜和片材最常见的螺杆设计是采用屏障型熔融段后接一个Maddock混合器。该混合器用于捕集和熔融来自屏障段固相槽的少量固态聚合物碎片。混合器通常位于计量段,距离螺杆出口约2倍直径处。设计得当时,这种组合已被证明能成功塑化多种树脂,包括以高产量和吹塑薄膜所需低出料温度加工的PE树脂。
第一个开槽混炼头的专利于1969年授予联合碳化物公司的吉恩·勒罗伊,用于热塑性材料的可控降解,而非作为分散混合器。布鲁斯·马多克意识到该装置作为分散混合器的潜力,并将其商业化应用于单螺杆挤出机。该装置被称为Maddock混合器、Leroy混合器或UCC混合器。该混合器对改善PE吹塑薄膜应用的熔体质量产生了巨大影响,以至于UCC将其专利权释放到公共领域。
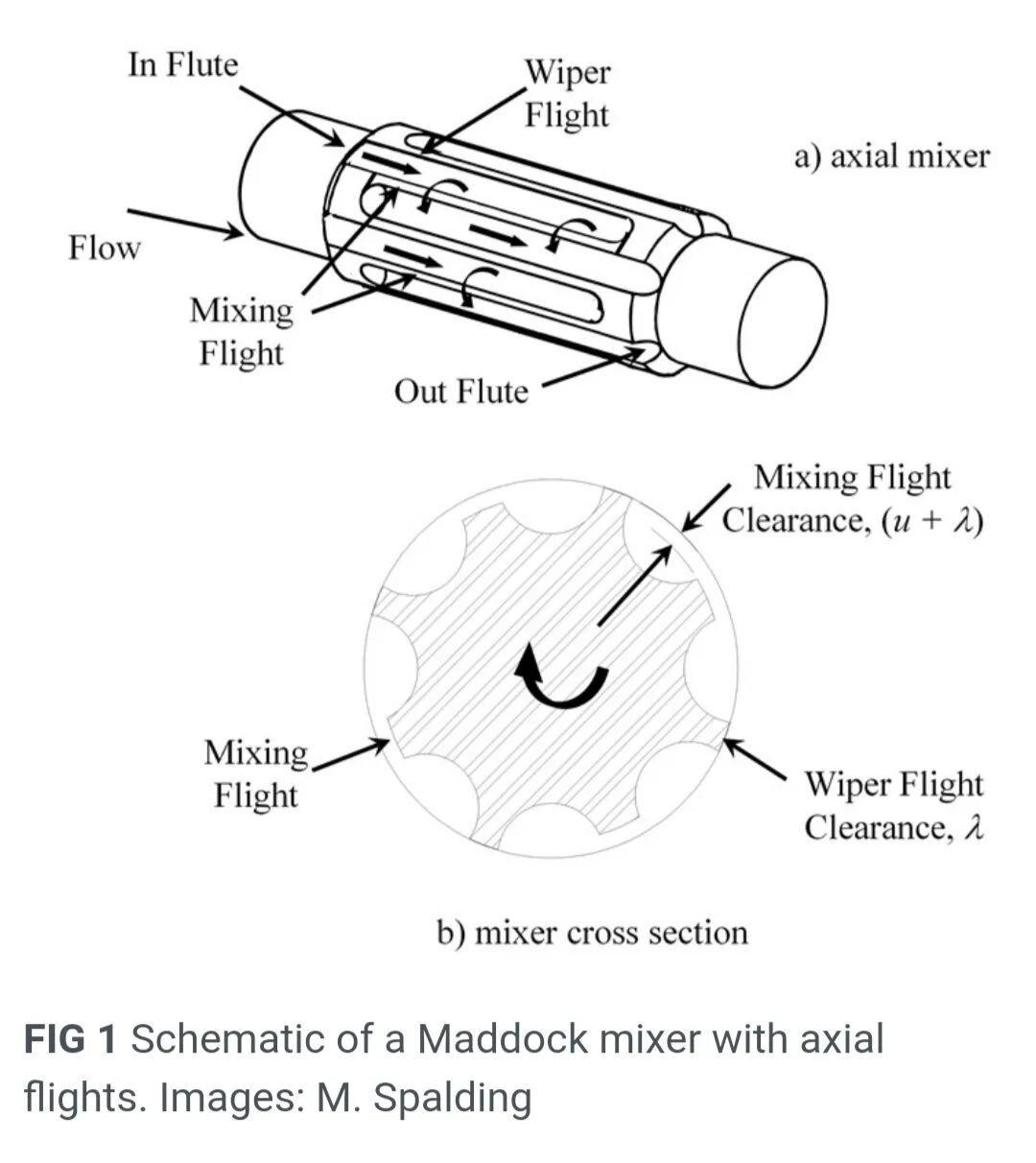
该装置通过在螺杆上沿轴向铣出若干对槽形通道构成,如图1所示。每对槽包括一个进料槽和一个出料槽。在这些槽之间是低于主螺纹的混合棱。所有树脂必须流经混合棱与机筒壁之间的间隙。混合棱捕集任何固态聚合物碎片并将其分散到熔融树脂基体中。螺纹对的数量取决于螺杆直径。混合器的长度通常约为2倍直径。多年来,已经开发出许多变体并获得了专利,包括螺旋Maddock混合器,其槽通常具有60度的螺旋角。
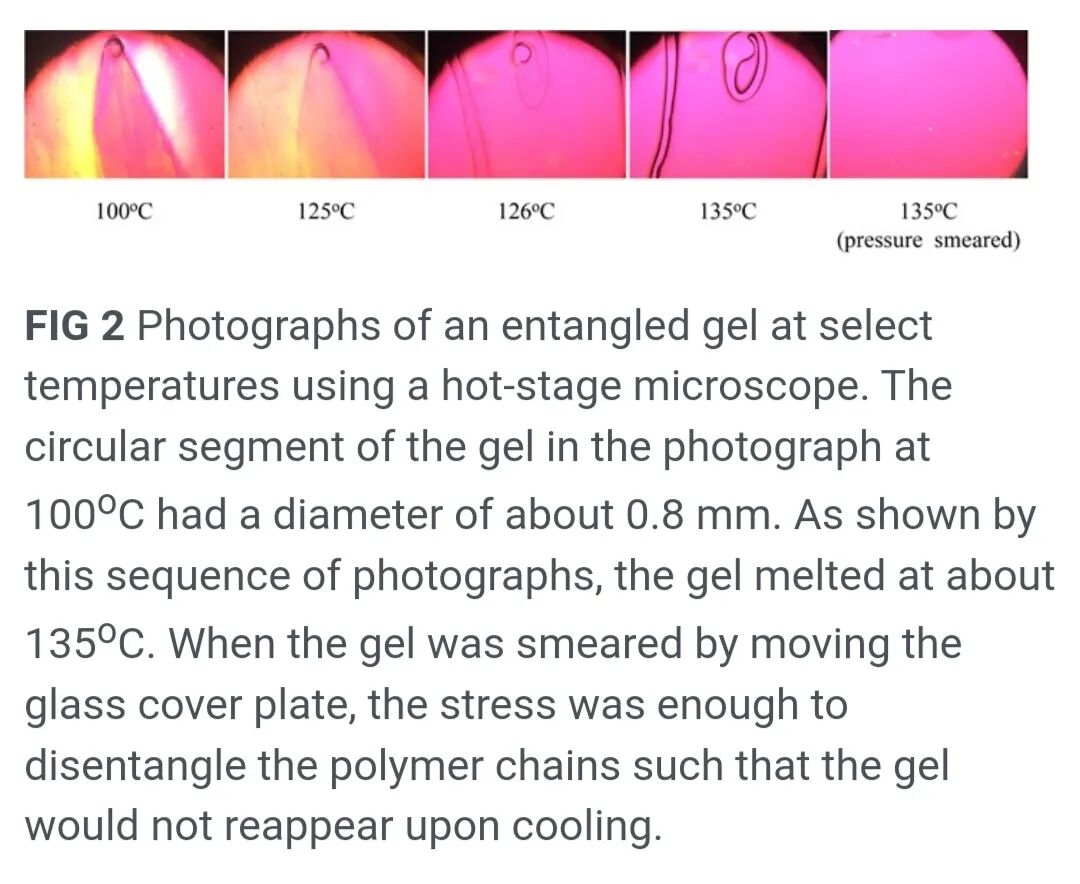
PE树脂中常见的一种凝胶是未混合均匀或缠结凝胶。当这些凝胶从薄膜模头挤出时,它们是透明的,通常无法检测到。但由于它们处于缠结状态,其固化和结晶方式通常与薄膜本体不同。它们通常表现为直径0.5至1.0毫米的未熔融物。当使用热台显微镜检查这些凝胶时,它们在与薄膜基体相同的温度下熔化,并在冷却时重新形成。该过程的显微照片如图2所示。
凝胶样品通常放在带有硅油的载玻片上,并盖上薄盖玻片。当样品加热至接近熔融温度,并用牙科工具推动盖玻片对凝胶施加应力时,凝胶会解缠结。此时当样品冷却后,凝胶不再重新形成。也就是说,施加的应力解开了链缠结,使其具有与薄膜其余部分相同的形态,从而不再可见。
凝胶解缠结
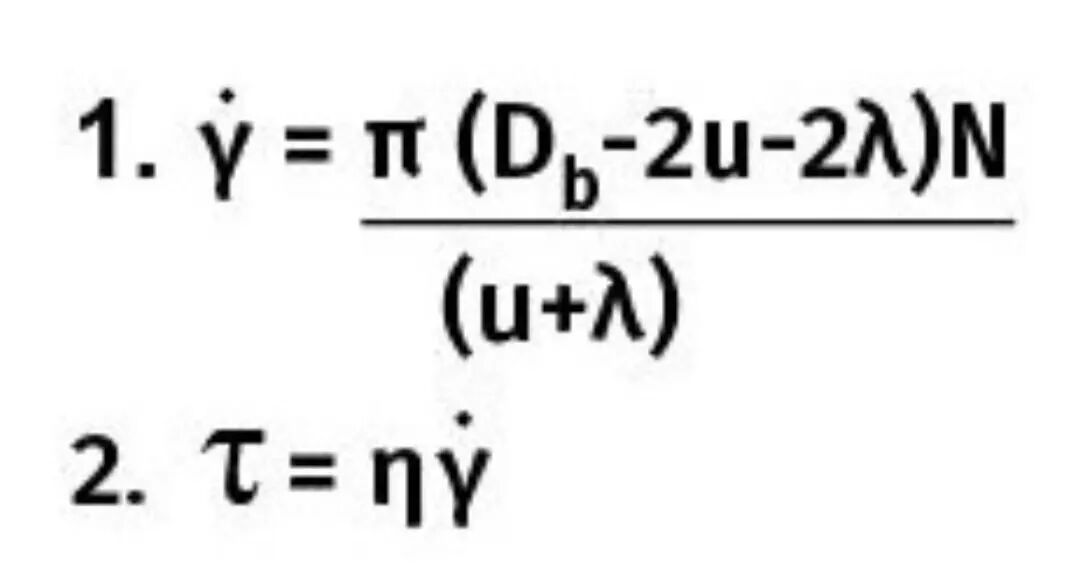
Maddock混合器非常适合消除缠结的PE凝胶。树脂流经混合棱时产生的应力可用于解缠结凝胶。通常所需的剪切应力约为200至300 kPa。该应力水平可通过调整混合棱与机筒壁之间的间隙来实现。计算公式由方程(1)和(2)提供。
其中,Y'(等式1左边符合)为流经混合棱的平均剪切速率(1/秒),N为螺杆转速(转/秒),Db为机筒直径,u为混合棱低于主螺纹的凹入量,λ为主螺纹间隙,η为在混合工艺温度和剪切速率下的剪切粘度(帕·秒),τ为物料流经混合棱时所承受的剪切应力(帕)。树脂供应商应能提供树脂的剪切粘度。
例如,一根6英寸直径的螺杆,混合棱凹入量为0.025英寸,螺纹间隙为0.006英寸,螺杆转速为60 rpm,则剪切速率为600 1/秒。在235°C温度和600 1/秒剪切速率下,某吹塑薄膜PE树脂牌的剪切粘度为580帕·秒。计算得出的剪切应力为350 kPa。由于该应力超过了300 kPa的目标值,挤出物应不含有缠结凝胶。
避免过多螺纹对
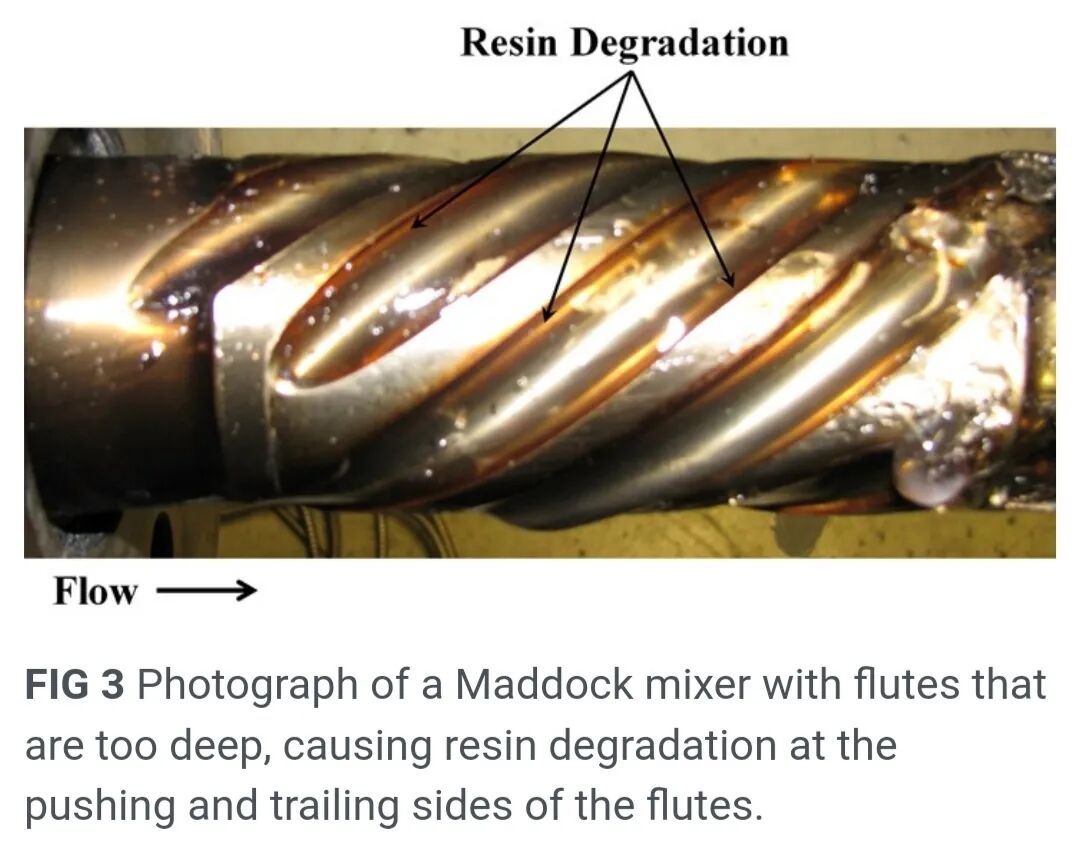
螺纹对的数量和槽的形状是非常重要的设计参数。一个常见的设计错误是使用过多的螺纹对。过多螺纹对的设计将迫使设计者将槽做得非常深且窄。深的槽常常会导致树脂降解,如图3所示。在该图中,在槽的推进侧和拖曳侧边缘可见棕色的降解PE树脂。此处,由于使用了过多的螺纹对,为避免混合器压力降过大,槽被设计得过深。
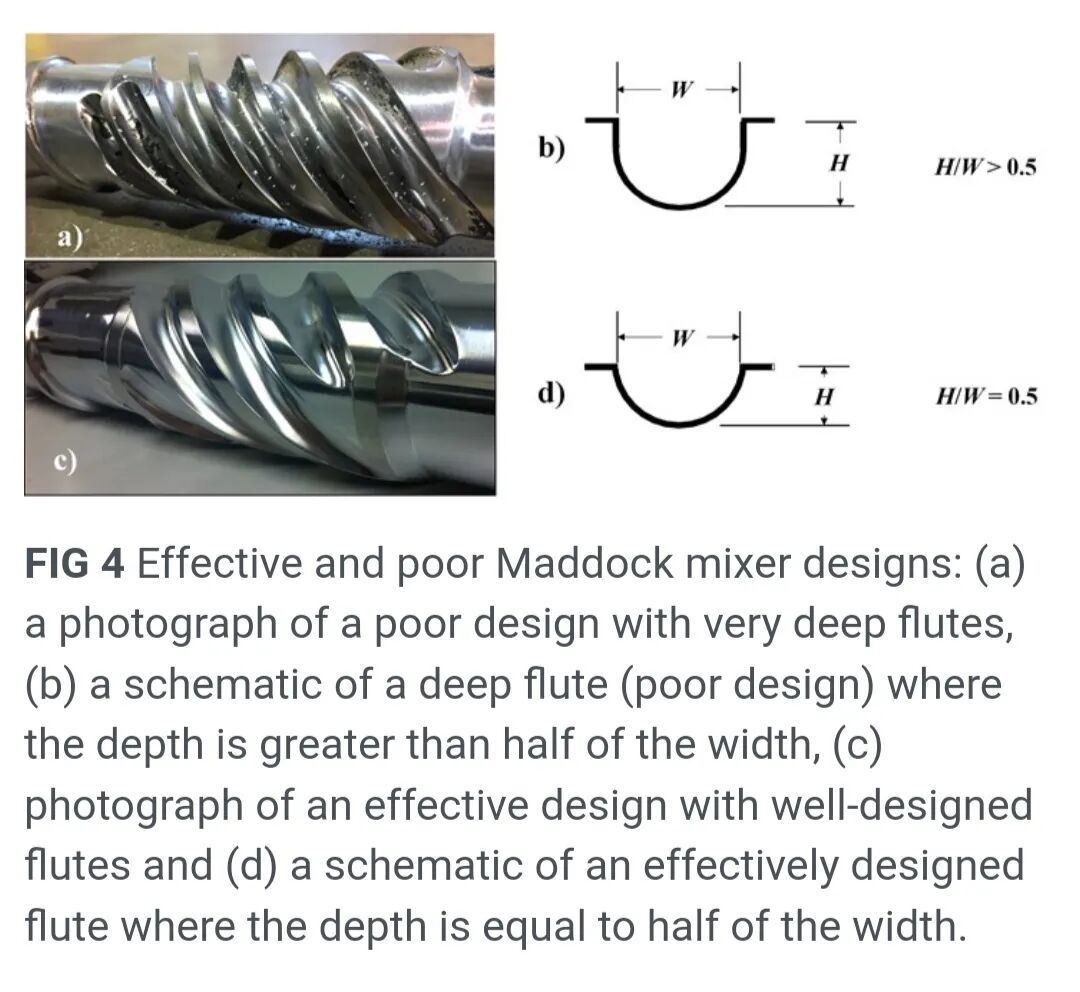
通常使用球头铣刀在螺杆上铣出槽。槽的宽度由铣刀直径决定。垂直于槽边缘的最佳槽形是半圆形,这是通过铣入钢材,使槽的最深部分为槽宽的一半来实现的。图4显示了设计不良的槽和有效槽中的流道形状。如图4a和4b所示,槽铣得太深;而图4c和4d所示的槽是有效的,槽深为槽宽的一半。
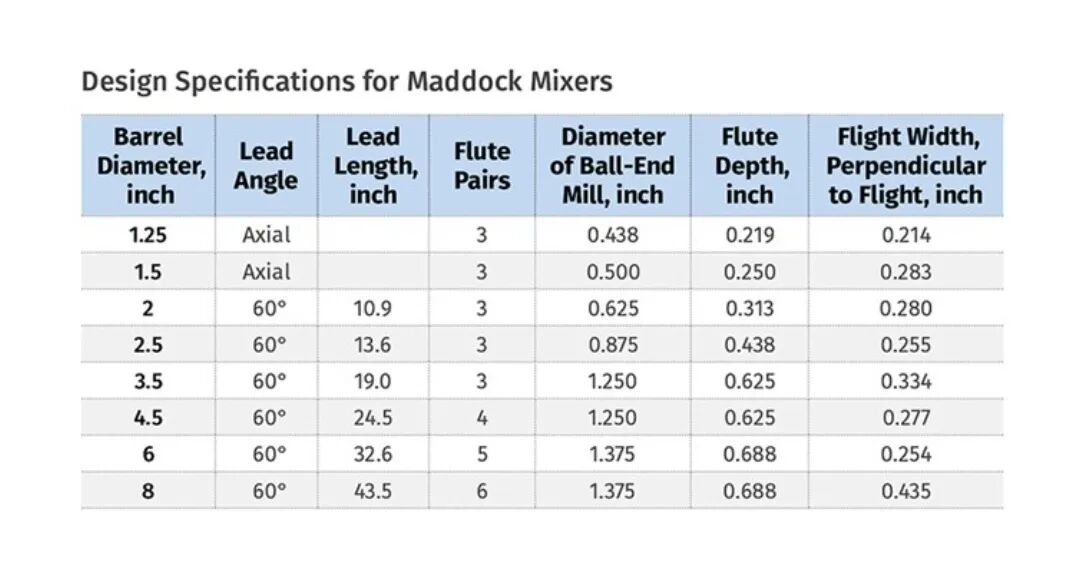
最佳槽配置随螺杆直径变化,如附表所示。如前所述,螺纹对的数量随螺杆直径增加而增加。垂直于槽边缘的棱宽度是通过在螺杆外径圆周上等距布置螺纹对来计算的。
Maddock混合器是单螺杆挤出机优选的分散混合元件。其设计对于消除固态聚合物碎片和缠结PE凝胶至关重要。此外,槽的设计对于减轻树脂降解也至关重要。
----
关于作者:马克·A·斯波尔丁是陶氏公司(位于密歇根州米德兰)包装与特种塑料及碳氢化合物研发部门的研究员。在陶氏工作的37年间,他专注于聚合物工艺的开发、设计与故障排查,尤其在单螺杆挤出领域。他与格雷戈里·坎贝尔合著了《单螺杆挤出机分析与故障排查》一书。联系方式:989-636-9849;maspalding@dow.com;dow.com。