



---对于配料商而言,为加工客户生产均匀、无缺陷的粒料至关重要。以下是一份关于聚乙烯水下造粒的故障排除指南。
水下造粒(UWP)是聚烯烃制造和配混中广泛使用的一道后处理工序,涵盖高密度聚乙烯(HDPE)、线性低密度聚乙烯(LLDPE)、低密度聚乙烯
(LDPE)、聚丙烯(PP)以及许多类似的聚合物。
在水下造粒操作中,熔融聚合物通过浸没在水下的模板挤出,由模板表面的旋转刀组切割成粒,并通过循环水回路输送至分离和干燥设备。随
着生产线规模扩大至每小时数公吨的持续产量,保持粒料质量和较高的在线运行时间变得越来越具有挑战性,特别是对于具有极高或极低熔体
流动指数、窄分子量分布或高填料含量的牌号。拖尾与细粉、连粒与并粒、粒料结团与结块、熔体破裂以及粒料尺寸不均等缺陷,会降低下游
加工性能和客户接受度,增加等外品率并推高维护风险。
包含水下造粒单元的聚合物加工系统,主要部件有:挤出机或连续混炼机(熔体生成)、齿轮泵(流量稳定)、换网器(熔体清洁)、模板
(毛细孔几何形状与加热)、旋转切刀架、刀片(切割造粒)、工艺水回路(冷却与输送)以及离心干燥机(去除表面水分)。
本文重点探讨聚乙烯水下造粒操作,将粘弹性切割力学与实际工艺参数及缺陷模式联系起来。
操作人员和研究人员必须平衡诸多因素,例如刀与模板的接触、轴向力、切割速度、刀片数量、流量均匀性、温度控制和干燥机性能——所有
这些都可能产生相互关联的缺陷。例如,当刀片接触不足或聚合物在应变下呈韧性行为时,切割不良会导致拖尾和细粉。而连粒、并粒和结块
等问题则通常是由于冷却不足、水流不均或启动程序不当造成的。
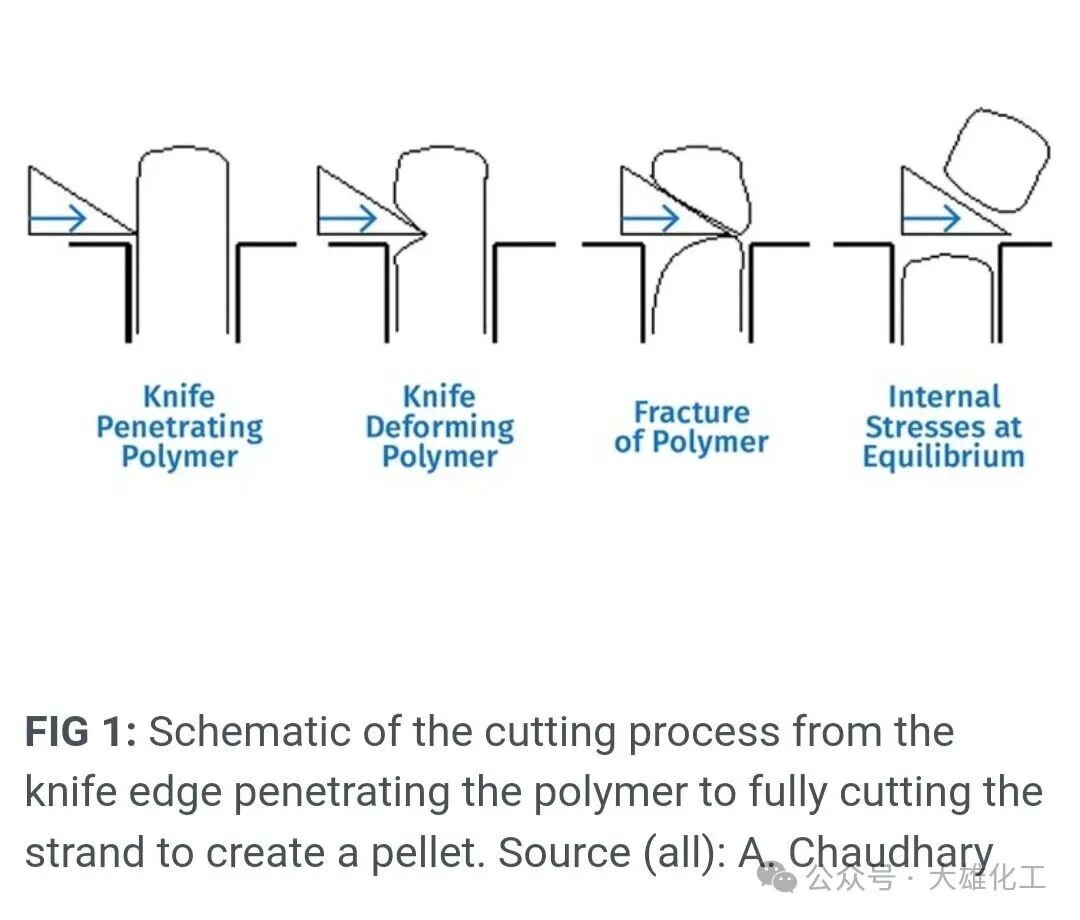 |
粒料切割过程涉及聚合物在极高剪切速率下的广泛变形。大部分变形是塑性的,只有刀片划过模板毛细孔的最后一小段行程会导致聚合物的脆
性断裂。切割过程始于刀片刃口切入聚合物,如图 1 所示。
随着切入的进行,剪切应力增加,当应力超过聚合物的允许应力时,料条被切断。如果这些应力足够大,就会产生干净的切割,并产出外观良
好的粒料。新形成的粒料刚从熔融料条上分离后,其内部的弹性力如果足够大,就会达到平衡并使粒料恢复成圆柱形。
接触式切割与间隙式切割
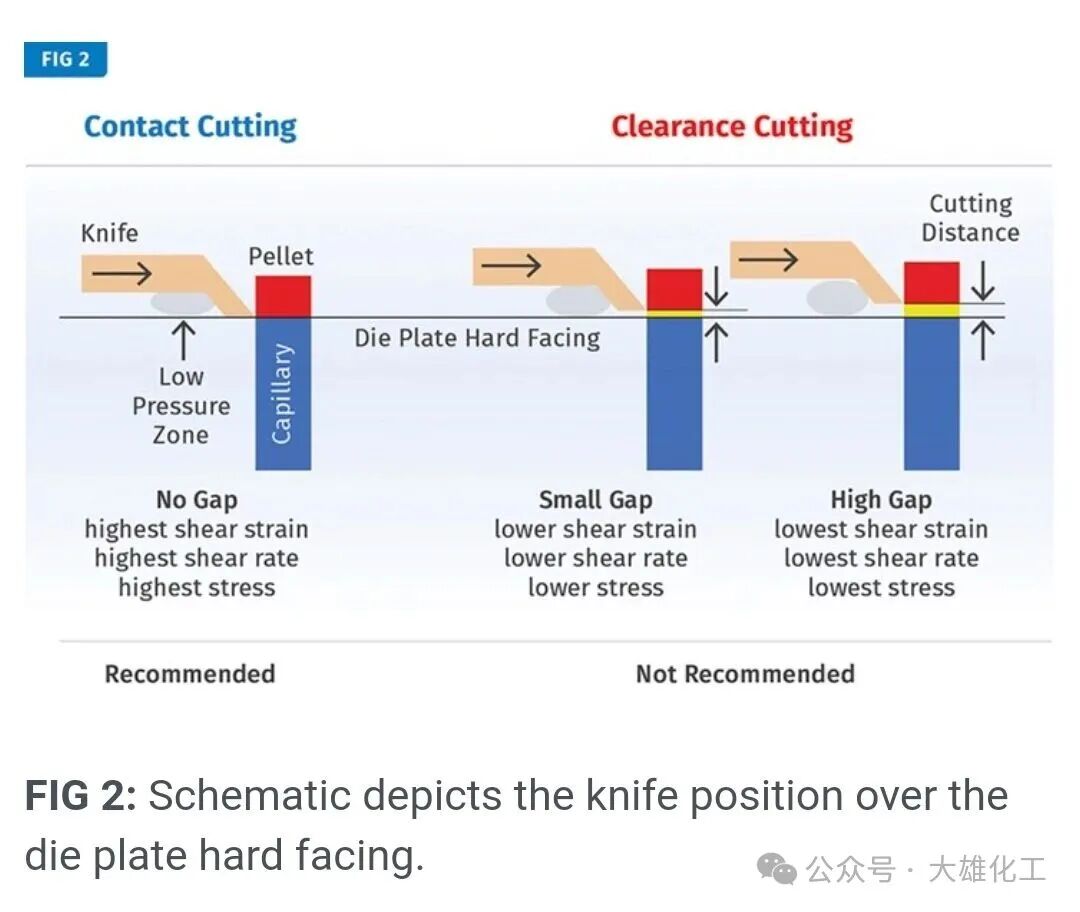 |
如图 2 所示,切割距离定义为刀片到模板硬质覆层表面的距离。切割应力与切割距离成反比,当刀片接触并摩擦模板表面时切割应力最大,这
意味着切割应变、切割剪切速率、剪切应力和流动应力都达到最大值。这就是将刀片与模板表面之间的切割距离减小至零或进行"接触式切割"
的根本原因。
当切割距离大于零时,例如刀片与模板表面之间存在间隙,就会发生"间隙式切割"。在间隙式切割的情况下,切割应力较低,如果切割距离
过大,施加的应力将不足以将熔融聚合物料条切割成完美的粒料,从而导致产生带拖尾、连粒、块状和结团的粒料。
提高切割速度会增加剪切应力并缩短切割时间,使聚合物更脆、更容易切割。由于外圈毛细孔处刀片的线速度更高,从外圈毛细孔挤出的聚合
物比从内圈毛细孔挤出的聚合物在更好的条件下被切割。通常,旋转切刀架组件的速度可以一直增加到水流发生破坏性空蚀的临界点。
更高的聚合物模量和粘度也有利于切割,这就是为什么分子量较大的聚合物更容易造粒。粘度和模量都随着温度升高而降低。因此,降低熔体
温度会增加剪切应力并提高切割质量。模板处的温度均匀性对于稳定的切割和流量至关重要。熔体温度不均匀会导致粒料尺寸不一。
确保旋转切刀架组件相对于模板硬质覆层表面的正确对中(特别是角度对中)对于实现良好切割至关重要。均匀加热模板座、模板本体和模板
硬质表面同样关键,以确保模板表面平整并与旋转切刀架组件保持良好的对中。
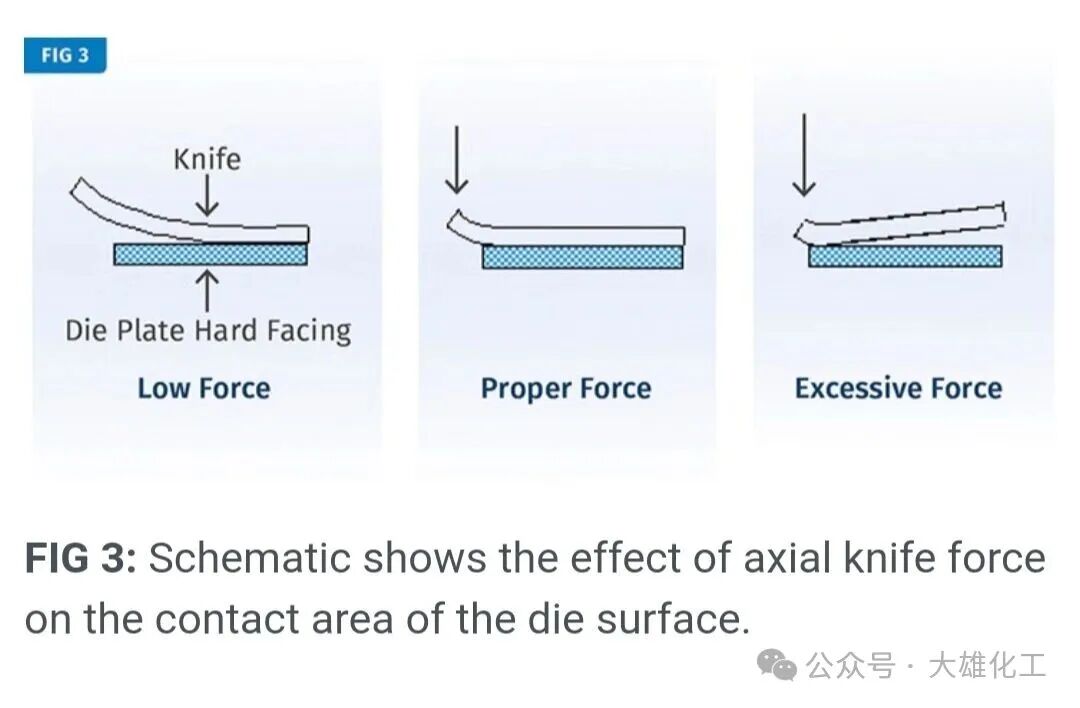
此外,必须向旋转切刀架组件施加足够的轴向力,以确保每把刀片从内圈毛细孔到外圈毛细孔都与模板充分接触。如果轴向力太低,刀片将仅
在最外圈毛细孔处接触模板表面;如果力太大,刀片会弯曲,将仅在最内圈毛细孔处接触模板硬质覆层表面。切刀架组件的旋转速度会影响刀
片接触,因为刀片的作用类似于船舶螺旋桨,如图 3 所示。经验表明,随着速度增加,旋转刀片产生的轴向力会增加,从而改变确保刀片与模
板完全接触所需的力平衡。
 |
其他可能影响刀片与模板接触以及造粒机对中的轴向力包括:聚合物挤出毛细孔时产生的将旋转切刀架组件推离模板的力,以及造粒机水室内
水压产生的推动切刀架组件驱动轴远离模板硬质覆层的力。切刀架定位系统应能指导操作员控制轴向力,以保持最佳的刀片接触状态。
简而言之,最小化切割距离、提高切割速度、增加聚合物粘度以及提高毛细孔流量(质量流量/模孔),都能增强切割应力,促进脆性断裂,从
而改善水下造粒机的性能。
即使保持了正确的水下造粒工艺条件,由于模板硬质覆层磨损或不均匀以及其他几种情况,您仍可能观察到不同的粒料缺陷。以下是一些常见
粒料缺陷的示例及相应的解决指导。
粒料拖尾与细粉
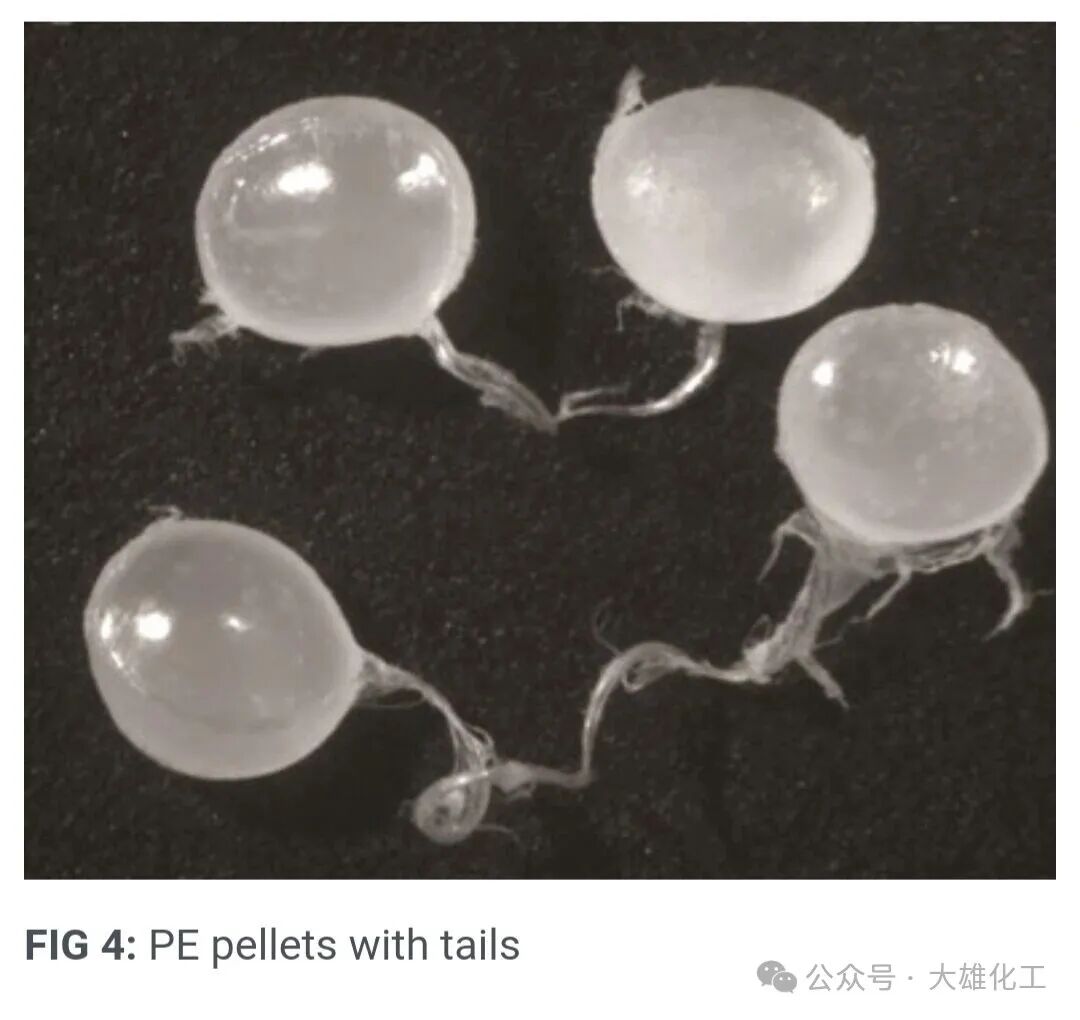 |
粒料拖尾和细粉是造粒过程中最常见的问题,是由于切割不良造成的,而切割不良可能是由于刀片未与模板硬质覆层充分接触所致。这会导致
形成粒料拖尾,如果拖尾在干燥机中断裂,则会产生细粉。图 4 显示了带有拖尾的粒料。要排查粒料拖尾形成的原因,请验证以下事项:
· 检查造粒机驱动轴和切刀相对于模板的对中情况。如果对中不准,请遵循设备制造商的指南对造粒系统进行对中调整。
· 确保刀片与模板硬质覆层之间接触良好。确保造粒机切刀架施加的力处于最佳状态。
· 检查模板硬质覆层是否损坏,包括崩缺、磨损或表面不平整区域。如果损坏,请修复模板表面或更换模板。
· 检查刀片是否过度磨损,必要时进行更换。
· 如果可能,降低聚合物温度以提高其粘度。
粒料连粒、并粒与结块
粒料连粒、并粒和结块是常见的缺陷,即粒料被整齐切割但彼此粘连在一起(见图 5)。
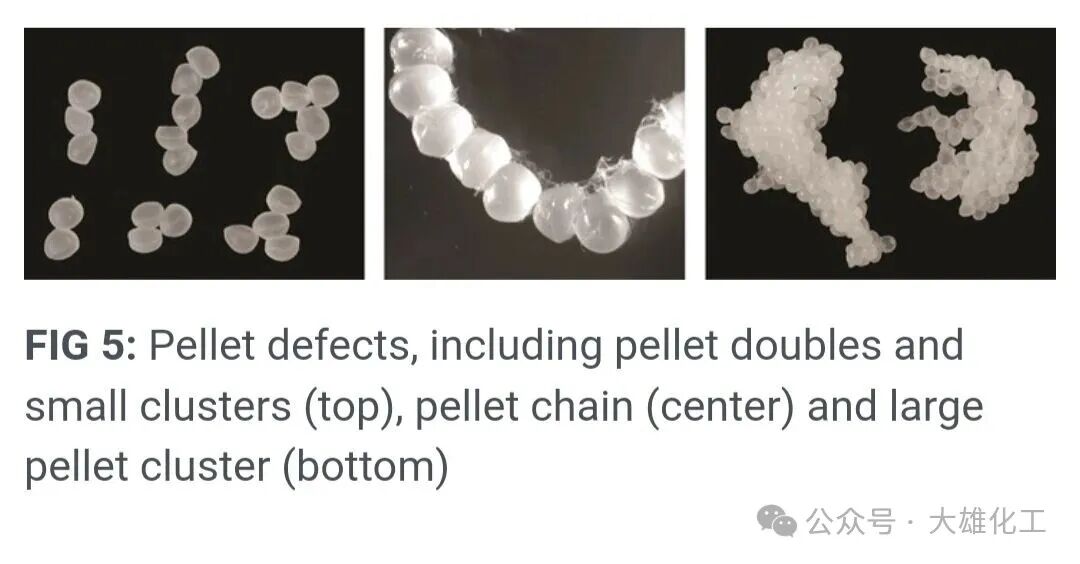 |
这表明粒料向冷却水传热不足。低固体密度聚乙烯树脂或含有低密度组分的树脂特别容易结块。低粘度产品也容易结块。要解决此问题,请尝
试以下方法:
降低离开模板的聚合物熔体温度。
· 降低冷却水温度并提高冷却水流量。
· 调整造粒机切刀速度以减少粒料尺寸,以改善传热。较大的粒料尺寸容易冷却缓慢,导致粒料彼此粘连。
· 优化切刀速度以管理水室内的湍流。水室中的粒料密度可能过高,使得粒料在仍然很热时相互接触。在水室内添加导流板,或在冷却水中使用
抗结块添加剂,以尽量减少粘连。
· 如果工艺条件优化无法解决此问题,则降低通过毛细孔的比流量。
· 重新设计模板,增加毛细孔之间的间距。
粒料尺寸不均
最常见的粒料不均问题通常与混合物中存在不同尺寸(偏小或偏大)的粒料有关。
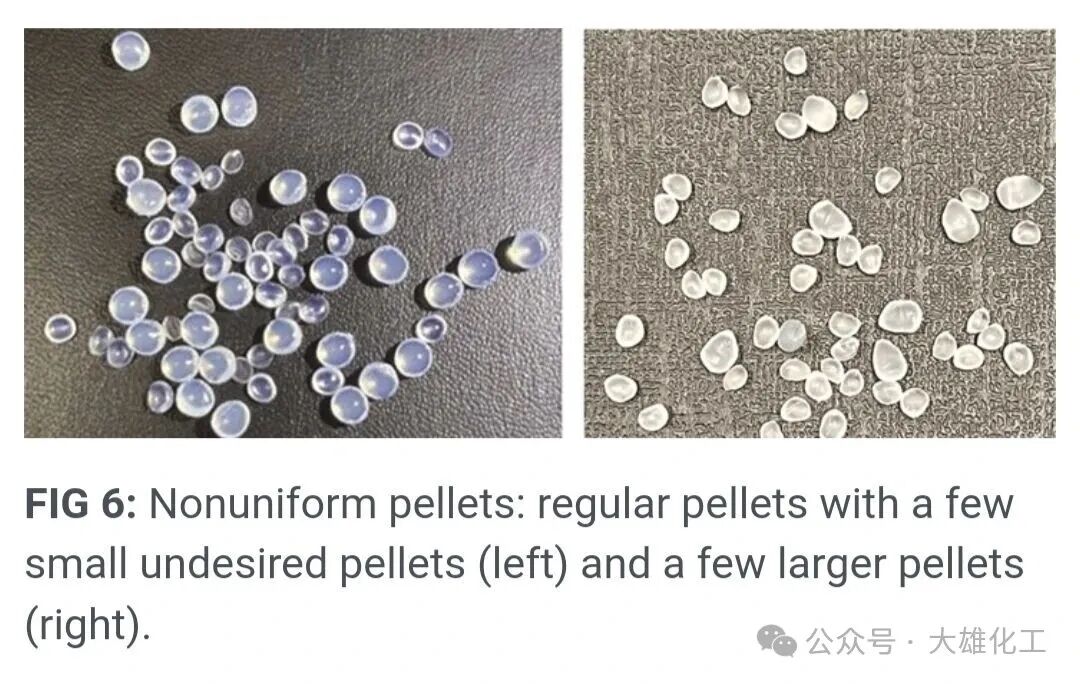 |
图 6 显示了粒料的不均匀分布。如果存在此类问题,请使用以下指南来解决:
· 检查是否有部分或完全冻住的模孔毛细孔。
· 计算模板效率,以确定冻住的模孔数量。
· 提高模板温度以熔化冻住孔内的物料。
· 提高冷却水温度并降低水流量。
· 如有需要,提高聚合物温度。确保这不会导致粒料结块。
· 如果以上解决方案均未解决问题,请停止造粒机并清洗模板。
· 模板处的流量波动(表现为模板处较大的压力波动)可能导致粒料尺寸不均。
· 检查进入挤出机的进料流量。如果向挤出机/混炼机注入液体添加剂,请确保液体稳定流入工艺过程。
· 如果工艺中使用齿轮泵,请确保其入口压力和转速稳定。
均匀、无缺陷的粒料对客户来说非常重要。通常,粒料质量是客户唯一能够直接检查的性能。粒料质量差也可能是其他质量问题的征兆。然而,
如果您遵循本文提供的指导,生产高质量粒料并不困难。
------
关于作者:阿米特·乔杜里(Amit Chaudhary)是陶氏公司位于德克萨斯州杰克逊湖的包装与特种塑料及碳氢化合物研发部门的首席研究科学家。
在陶氏工作的 15 年间,他领导了多个聚合物加工平台,专注于双螺杆挤出机、连续混炼机、造粒机及机械回收领域。
联系方式:979-235-8165;AKChaudhary@dow.com。




广州大雄化工有限公司