



---冷却辊看起来可能不像高科技机器,但事实上,其设计、制造和使用涉及的技术含量惊人。以下是你
需要了解的内容。
 |
片材、薄膜、涂层等的辊筒冷却本质上是一个不平衡的过程。我有超过25年的冷却辊设计和制造经验,
但直到退休后成为顾问,并开始为客户采购辊筒时才发现,制造商往往没有进行热传递或机械弯曲分析。
我发现许多辊筒只是为了满足外部尺寸而制造,并未分析其冷却或机械性能。
当我意识到我的客户在为新辊筒询价时,很少向我询问热传递要求、压区载荷、片材厚度、泵容量等
事项时,我才明白这一点。对他们来说,似乎唯一重要的是外形尺寸。但在我参与冷却辊设计和制造时,
我们在实际设计中会用到所有这些信息。
我们的许多辊筒用于大型、高性能挤出生产线,必须满足此类大型设备的热力和机械要求。如果供应长
达12英尺、直径60英寸却无法处理挤出能力的冷却辊,那将是一个代价高昂的错误。
与电子设备相比,冷却辊可能看起来不像高科技机器,但事实上,其设计、制造和使用涉及的技术含量
惊人。它们有两个基本功能:对通过的产品进行压延或定型,然后将热量从塑料中带走,以便材料离开
辊筒后能保持厚度和均匀性。这涉及到了解压平不同类型和厚度的塑料所需的力,以及负载下辊筒的机
械弯曲设计。
显然,如果辊筒弯曲,就不可能形成完全均匀的轮廓。辊筒的压区载荷通常由内壳和外壳共同承担,螺
旋缠绕层在两者之间传递载荷。螺旋缠绕层必须足够坚硬并且间距适当,才能将载荷从外壳传递到内壳
而不发生偏转。这样做是为了尽可能保持外壳薄,以最大化热量传递到冷却剂中。
理解辊筒弯曲计算
尽管辊筒弯曲计算在机械工程中很常见,但必须理解并正确应用于辊筒,因为它们可以在承载巨大负载
时不发生弯曲。压区载荷可能达到每英寸片材宽度数百磅。使用辊筒闭合力的液压缸容量是确定这一点
的最佳方法,因为操作者倾向于提高压力以实现平整度,但这实际上会使弯曲更严重。此外,许多片材
生产线使用杠杆臂来放大闭合压力,因此确定是否使用杠杆臂很重要。
由于挤出工艺存在许多变化,没有"通用"的机械设计。不幸的是,我最近的经验表明,订购辊筒时往往
没有具体的工艺载荷要求。这使得不可能设计出精确的结构,从而导致通用的"一刀切"设计。机械载荷
计算是众所周知的,并且符合复合材料梁载荷计算。冷却设计通常较少被理解,也很少用于辊筒设计中,
尽管这是辊筒匹配挤出能力的全部目的。
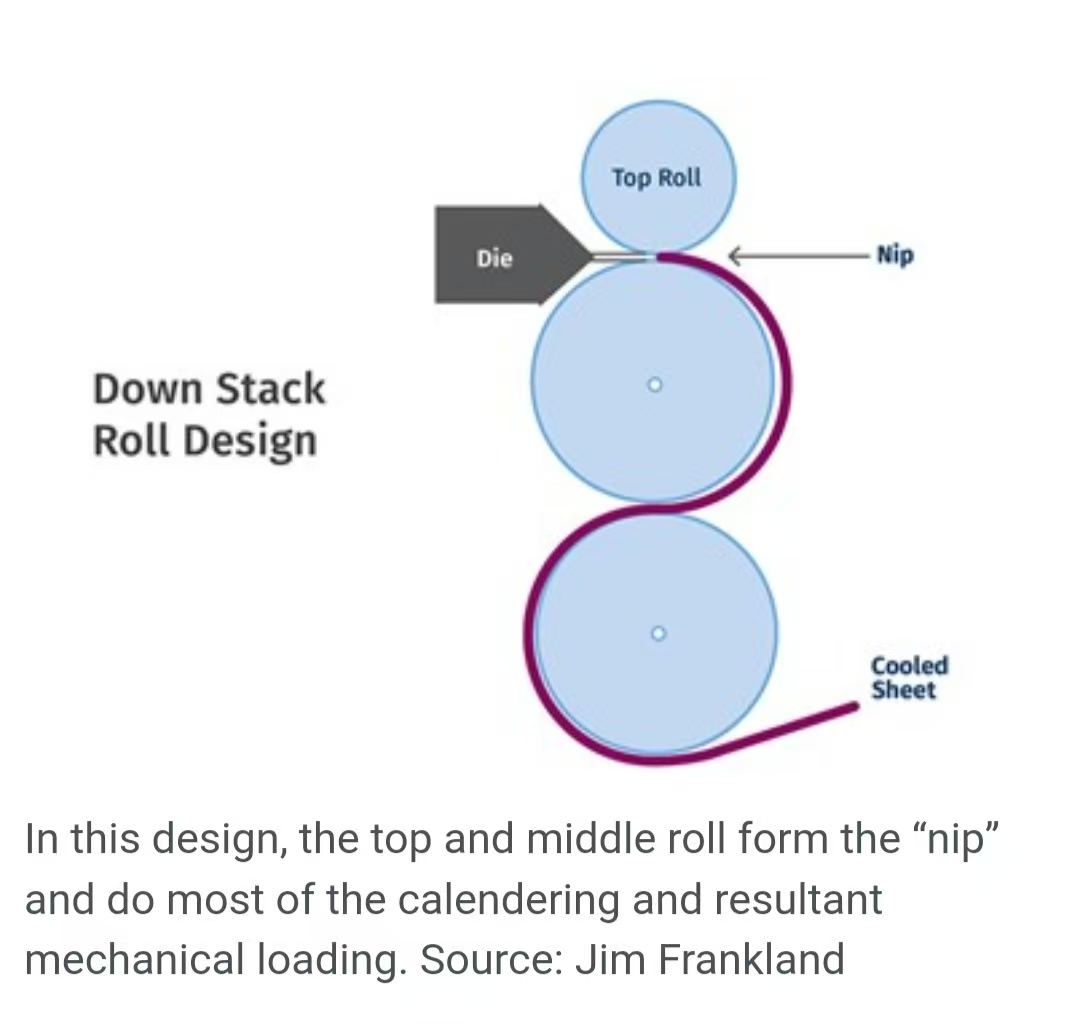
三辊堆叠是最常见的片材冷却/成型布置,但必要时可以添加更多辊筒来处理冷却负荷。在"下压式"堆叠
中,顶部和中部辊筒形成"压区",完成大部分的压延和由此产生的机械负载。
也可以使用"上顶式"堆叠,因为它将压点设置得更接近地面,便于工作空间利用和挤出模头的高度调整。
两个圆形辊筒之间压点处的接触面积非常窄,只需要将聚合物热量极少地传递给顶部辊筒。其主要冷却
要求是防止塑料粘附以及设定压延间隙。中间辊吸收总热负荷的最大部分,因为它有大约180度的接触
面,并且塑料中的热量最多。
冷却需要热量先通过聚合物片材本身,然后通过钢制外壳,最后进入冷却剂。因此,外壳厚度是一个重
要变量——外壳越厚,热传递越差。但通常更重要的是液体冷却的热吸收,这在很大程度上取决于冷却
剂在体积流量上不足以及是否处于湍流状态。
湍流与冷却剂温度和总流量同样重要。湍流是由冷却剂的速度产生的,因此冷却剂通道的几何形状必须
与可用的冷却剂流量相匹配,以达到足够的冷却剂湍流。湍流大大增加了对流传热和传质混合,并减少
了壁面上的静态层,所有这些都有利于增强塑料的冷却效果。
湍流通过计算雷诺数来确定。雷诺数低于1000被认为是层流,导致热传递差。雷诺数在1000到10000之
间被认为是过渡区,高于此值则是湍流。雷诺数用于确定努塞尔数。
比较Re = 1000和Re = 3000时的努塞尔数,显示对流传热增加了两倍以上。这通常决定了冷却能力的成
败。需要水温发生巨大变化才能匹配湍流的效果。这个计算是辊筒冷却能力中最重要的计算之一。但它
绝对需要每个辊筒的泵容量信息,而这通常连许多加工商都不知道。
因为冷却剂通道从辊筒的一侧延伸到另一侧,所以冷却剂在穿过辊筒时必然会变热,这意味着从进水侧
提取的热量多于从出水侧。在整个辊筒的总流量中必须考虑这一点,以提供一个合理的两侧平衡。冷却
剂在辊筒上温差过大,可能导致最终片材性能的变化,例如结晶度、翘曲和最终产品卷绕形状不良。
遗憾的是,为了方便和成本,管道布置常常是让冷却剂从辊堆的同一侧流向所有三个辊筒。从冷却角度
来看,这通常不是一个好主意,但出于制造便利性考虑,会将辊驱动装置放在堆叠的一侧,而冷却入口
放在另一侧。当然,通过辊筒的流量越大,温升的影响就越小,但辊筒设计中有几个机械因素限制了流
道的大小。
但根据我的经验,一些辊筒制造商没有考虑确定特定聚合物应用所需理想冷却剂流量所必需的多重热传
递计算。因此,出口片材的温度在其宽度上不会均匀。随着厚度增加,这成为一个越来越大的问题。冷
却剂从入口到出口侧的温度升高可能导致最终片材产品出现问题。例如,这可能导致片材离开堆叠后起
皱、拉伸和起皱,无法均匀地卷绕成整齐的卷或堆叠。这对于像HDPE和PP这样的高结晶性聚合物来说更
麻烦。
并非一个巨大的散热器
冷却辊看起来可能像是不需要复杂计算的巨大散热器——直到你理解了影响其性能的诸多因素。冷却辊
上的冷却功能涉及热量从聚合物层传递到钢制外壳,该外壳通常采用不锈钢堆焊层进行硬面处理。钢制
复合外壳随后具有特定的热传递速率,这是钢、堆焊层加上一层镀铬的组合。外壳内部的水冷却剂有一
个随其温度和湍流变化的传递速率。一旦系统达到稳定状态,传递到内壳的热量很少,通常可以忽略不
计,因为它往往接近冷却剂的平均温度。因此,实际的热传递需要三组独立的计算:聚合物/外壳/冷却
剂。
对于厚片材,聚合物热传递变得更加复杂,因为聚合物热量可能实际上没有足够的时间从非接触侧传递
到辊筒壳体和外壳,这需要更大的辊筒直径或更慢的生产线速度。人们努力对这种传递速率进行建模,
因为它直接影响塑料从辊筒传递到辊筒时的热量移动。
在冷却辊的完整设计中,有相当多的一系列变量需要考虑,而"所谓的"通用设计不能替代基于所需性能
的完全设计系统。未能考虑整个性能可能导致整个挤出生产线的性能不佳。
---
关于作者: Jim Frankland 是一名机械工程师,在各类挤出加工领域拥有超过45年的经验。他现在是
Frankland Plastics Consulting LLC 的总裁。联系方式:jim.frankland@comcast.net 或 724-651-9196。





广州大雄化工有限公司