



——冷却问题很常见。解决它们成本不高,但忽视它们却会损耗利润和生产效率。我们要了解如何持续优化冷却系统。
注塑成型需要将塑料熔化,将熔融塑料注入模具,然后冷却已进入模腔的塑料。冷却对于部件质量的保证和注塑周期的优化至关重要——这两
者都会影响成本。为了最小化成本,注塑加工厂的目标是尽可能达到最快的周期。然而,持续生产"合格"部件对于盈利至关重要。快速周期是
每个人的目标,但不能以牺牲质量为代价。你不能销售有缺陷的部件,至少不能长久如此。有缺陷的部件或许能出厂,但如果它们被退回,成
本会更高,侵蚀利润空间并增加生产成本。
一些注塑加工厂将模具温度运行得尽可能低,以获得最短的周期时间,从而实现最低成本。表面上,这听起来可能不错,但还有更多需要考虑。
比如,一些注塑加工厂也发现,较高的模具温度可以在相同的周期时间内生产出更好的部件。不管怎样,乍一看,更快的周期意味着更低的成本。
然而,注塑成型中涉及方方面面,有许多因素会影响质量、功能和成本。在本文中,我们将重点讨论如何优化冷却,以持续生产出完全相同的
部件。
与在注塑机上开发成型工艺的复杂性相比,冷却模具可能看起来相对简单。不幸的是,有许多细节需要确定。标准做法通常仅仅是接上水管,
打开模温控制器,检查是否有泄漏,然后就假设冷却已经优化了。仅仅因为没有泄漏并且它不像开发注塑工艺那样复杂,并不意味着冷却不
重要。我们敢打赌,由于一些常见的冷却问题,您正在损失相当大一部分的利润空间。解决这些问题成本并不高,所以请花些时间来优化您注
塑周期中耗时最长的部分——冷却。
模具中的冷却选项
考虑一个生产两个相同部件的简单模具。有四条水路:每个部件/型腔两条。每个型腔有一条1/8英寸和一条1/4英寸的水路。请注意,1/8英寸
的水路限制性更强。理想情况下,所有水路的长度和内径都应相等,但部件几何形状和模具结构方面的考虑常常会推翻理想的水路位置或尺寸。
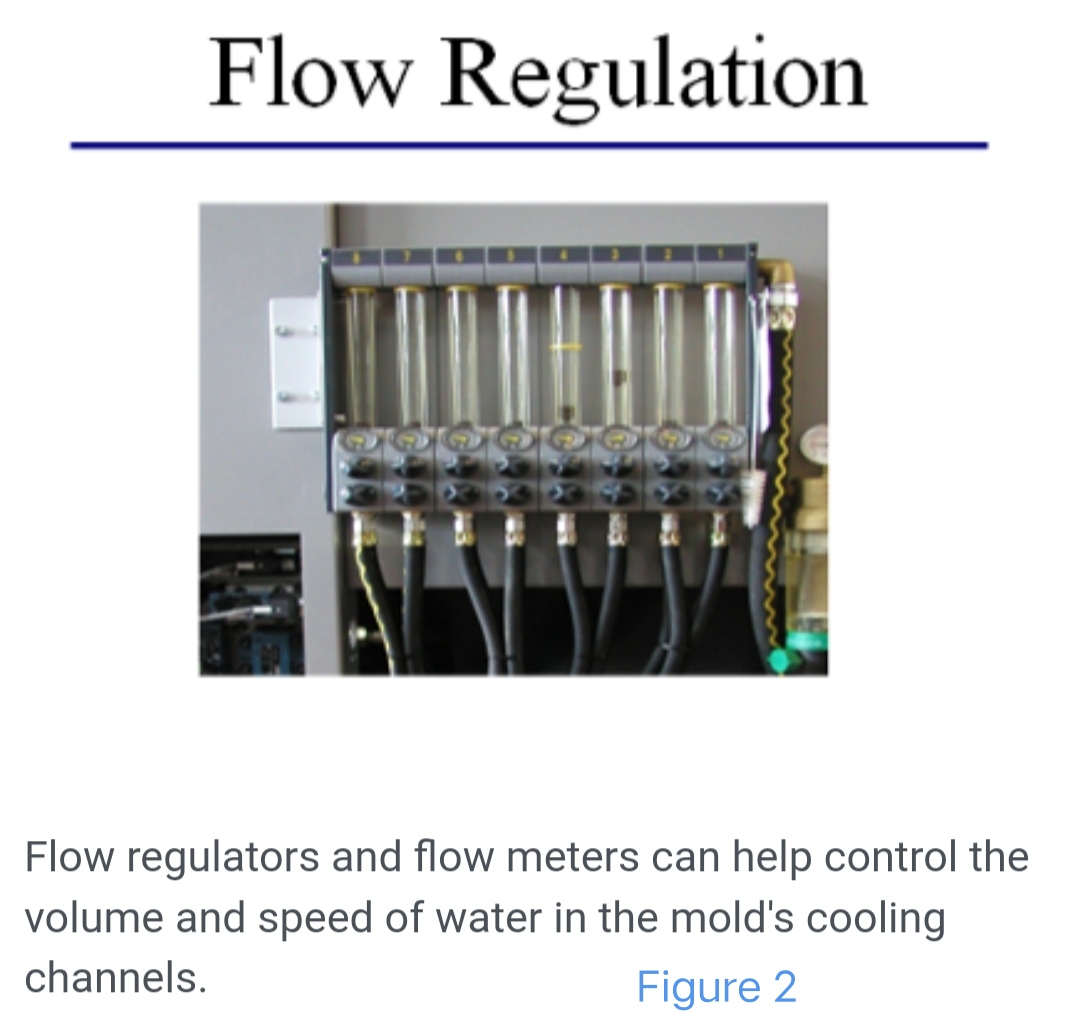
首先,我们来处理水管的连接问题,确认有两种可能性:并联或串联(图1和图3)。同时,图2描绘了一种使用流量调节的版本。这不是我们推
荐的版本,但使通过每条水路的加仑/分钟数一致对于生产质量稳定的部件是至关重要的。
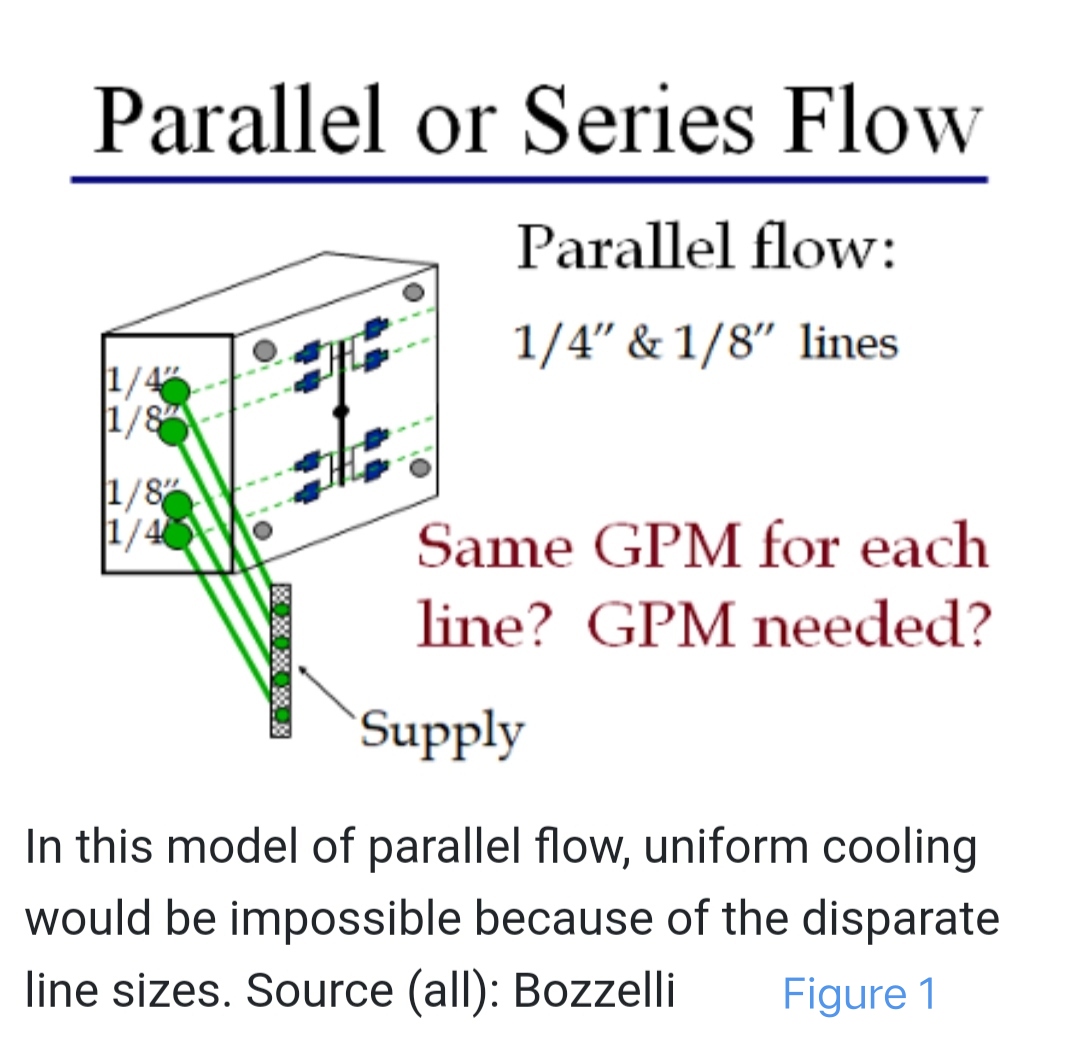 |  |
请注意,在图1中,由于存在较小和较大的水路尺寸,无法实现均匀冷却。较大水路因为受到的限制小而获得大部分水流。较小的1/8英寸水
路在并联连接时流量会较小。此外,较小直径的管内流体可能不能形成湍流,由于更多的水是通过1/4英寸的水路。或者,您可以使用如图2
所示的流量调节器,或者使用两个独立的模温控制器。这两种方案都会增加成本和维护,尤其是流量调节器。它们会定期堵塞是出了名的,
而且调整和清洁它们非常耗时。此外,操作员连接八条水路需要更长时间,并且多个连接也增加了管路连接错误的风险。
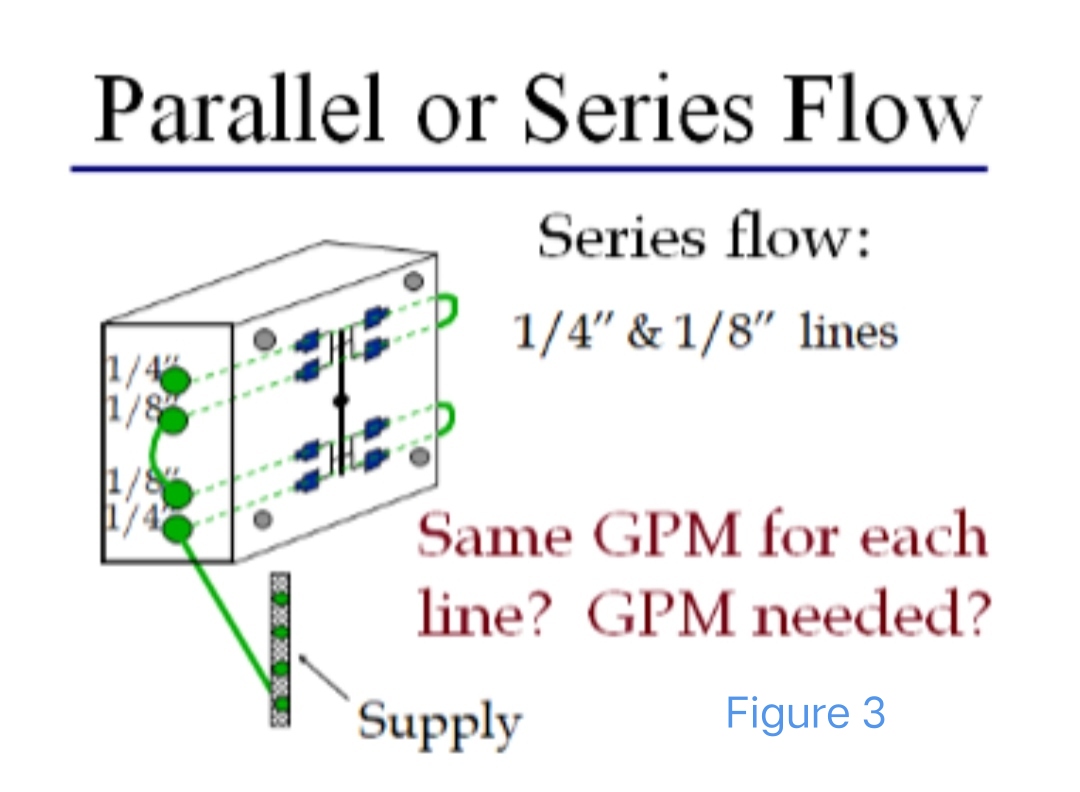 |
在图3中,采用了串联连接,只需连接两条管路,安装更快,但现在较小的水路和较长的流动路径增加了限制。那么,并联和串联连接哪个更
好呢?这取决于水温控制器及其能够产生的水压——这是很少有注塑商关注的两个数据点。您知道您车间里有什么样的设备以及它能提供多大
压力吗?
在我们讨论水温控制器所能达到的压力范围之前,我们需要确保每个人都理解雷诺数。这个计算告诉我们是否获得了用于优化冷却的湍流水流。
确定它可能很麻烦,但对于以最短周期时间生产一致的部件至关重要。您需要达到雷诺数所定义的"湍流"。这背后可能关乎巨额资金。您必须
知道加仑/分钟数和进/出水温才能优化冷却(请记住,冷却占您周期时间的95%)。每个模具的每条冷却水路上都必须有一个加仑/分钟或升/分
钟的流量计。知道了加仑/分钟或升/分钟数以及水路尺寸(内径),您就可以计算雷诺数。同样建议检查进水和出水温度,您可以使用红外测
温枪(圆圈型,非点型)轻松完成,以确保适当的冷却。
选择温控器
在选择温度控制单元时,我们倾向于关注设备的额定最高温度和水泵将提供的加仑/分钟数。然而,许多人忽略了冷却水路可能很长和/或受限,
因此您需要压力来提高通过模具的加仑/分钟数。
它是容积泵还是离心泵?因为两者有很大的区别。容积泵是最好的,但在我们行业中很少见。离心泵是有问题的,因为细小/受限的水路会显著
降低加仑/分钟数,从而减少冷却效果,除非它能产生推动水流通过细小水路所需的压力。您需要能够推动——力推——冷却剂流过受限水路的
温控单元(温控器)。理想情况下,您应具有适当的加仑/分钟数,以获得高于3500的高雷诺数,这表示湍流,从而意味着良好的冷却。
密切关注每条水路的温差ΔT(即进水温度与出水温度之差)是确保工艺稳定、可靠的另一种方法。该温差ΔT不应大于约2°C(约3°F)。使用合
适的红外测温枪很容易确定这一点。同时请记住,红外无法测量未上漆的金属,因此请测量水管/橡胶的温度,或者在金属上贴一些电工胶带。
加仑/分钟数是由泵制造商在泵口无限制的情况下标定的。在水到达模具之前,温控器必须克服各种障碍。想想水必须流经多少管道、阀门、软
管、歧管和接头,以及总距离。温控器必须推动水流通过流道(比如,喷泉式饮水口),其直径、长度和距离都是相关的影响因素。
所有这些都会限制冷却剂流量,导致冷却剂加仑/分钟数减少。此外,其他潜在问题可能包括铁锈、水垢和其他污染物。仅仅拥有一个高加仑/
分钟额定值的温控器并不能保证良好的雷诺数。再次强调,雷诺数至关重要,因为它决定了您是否拥有湍流。雷诺数大于3500为湍流,小于该
值则为层流。您必须有足够的压力来推动冷却剂通过所有这些限制。有可能存在一个额定加仑/分钟数较小的温控器,但其水泵的psi值高得多
——有时是较大水泵psi值的三倍(在较低压力下具有较高的加仑/分钟额定值)。我们都希望能够最大限度地利用水泵的泵力。要知道,使用能
够产生更高水压以获得关键流量的水泵,您将获得更高的加仑/分钟数和更好的雷诺数。
温控器很容易被忽视,但对您的工艺和利润却至关重要。您接好管线,设定温度,可能设定高低公差,或许偶尔抓一下水管感觉内部是否有
流动。但除此之外,在非报警情况下,您是否关注过温控器?检查并关注温度设定点,但同样重要的是,您必须确保以加仑/分钟为单位的流
量。问问自己:"流过模具的每条水路的流量是多少?我每条水路都有良好的雷诺数吗?"
在生产过程中监控并记录温度和流量数据,以确保所有生产运行的条件一致。这将有助于以强劲的生产速率持续提供合格的部件。
---
关于作者:John Bozzelli 是密歇根州米德兰市 Injection Molding Solutions(科学注塑)公司的创始人,该公司为注塑商提供培训和咨询服务,
包括液态注塑成型和其他专业领域。电子邮件:john@scientificmolding.com 或访问 scientificmolding.com。
Brian Pruitt 是 Regloplas 公司塑料部门的全国销售经理。Brian 专注于并通过更好的温度控制和技术来推动工艺改进。他 30 多年前从注塑机操
作员做起,为帮助客户实现其目标,带来了传统与技术创新型解决方案的结合。联系方式:828-674-5292;brianpruitt@regloplasusa.com。





广州大雄化工有限公司